
Výroba karbonových desek: Technologie a postupy
Karbonové desky se využívají v leteckém průmyslu, motorsportu, stavebnictví i ve sportovním vybavení díky své vysoké pevnosti, nízké hmotnosti a odolnosti vůči vnějším vlivům. Proces jejich výroby je precizní a zahrnuje pokládání vrstev karbonového prepregu (předimpregnované uhlíkové tkaniny) do přesně definovaných směrů. V tomto článku si podrobně popíšeme, jak se vyrábějí karbonové desky, kde krajní vrstvy tvoří 3K twill tkanina a vnitřní vrstvy jsou z unidirekcionálního (UD) prepregu orientovaného v různých směrech.
1. Výběr materiálů
Krajní vrstvy: 3K twill tkanina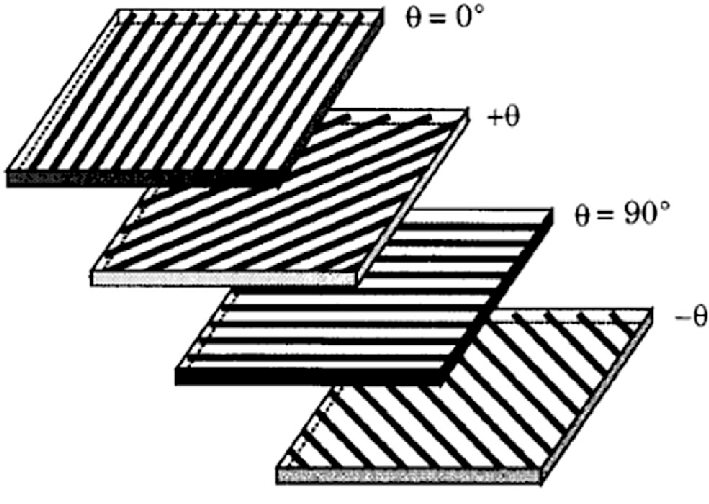
K finálnímu vzhledu desky přispívají krajní vrstvy tvořené 3K twill tkaninou. Tento typ vazby je nejen esteticky přitažlivý, ale zároveň poskytuje rovnoměrné mechanické vlastnosti ve dvou směrech (0°/90°).
Vnitřní vrstvy: Unidirekcionální (UD) prepreg
Hlavní pevnost a tuhost desky zajišťují vnitřní vrstvy z UD prepregu, kde jsou uhlíková vlákna orientována v různých směrech (například 0°, 45°, -45°, 90°). Tato kombinace umožňuje optimalizovat mechanické vlastnosti desky podle konkrétních požadavků na pevnost a pružnost.
2. Proces výroby karbonové desky
Krok 1: Připrava forem a separační vrstvy
Před samotným kladením vrstev je nutné připravit formu, která definuje tvar a povrchovou kvalitu desky. Povrch formy se opatří separačním prostředkem, aby se zabránilo přilnutí pryskyřice.
Krok 2: Kladení vrstev prepregu
Každá vrstva prepregu je pečlivě položena podle předem stanoveného vzoru:
-
První a poslední vrstva: 3K twill pro estetiku a rovnoměrné vlastnosti.
-
Vnitřní vrstvy: UD prepreg s přesně definovanými směry vláken (např. 0°/90° nebo 0°/45°/-45°/90°) podle požadavků na pevnost a tuhost.
Krok 3: Komprese a vakuování
Po složení všech vrstev se materiál vloží do vakuového vaku a podrobí se odsávání vzduchu. Tento krok slouží k odstranění přebytečných plynů a rovnoměrnému slisování vrstev.
Krok 4: Autoklávová nebo lisovací polymerizace
Deska je poté vytvrzena v autoklávu nebo lisovací formě při řízené teplotě a tlaku. Tento proces zajišťuje dokonalé prosycení vláken pryskyřicí a minimalizuje vznik defektů.
Krok 5: Finální úpravy
Po vytvrzení je deska vyjmuta z formy a opracována na požadované rozměry. Hrany mohou být zbroušeny a povrch případně upraven lakováním nebo leštěním.
3. Výhody této konstrukce
-
Vysoká pevnost a tuhost díky optimalizované orientaci UD vrstev.
-
Nízká hmotnost při zachování mechanických vlastností.
-
Estetický vzhled díky 3K twill tkanině na povrchu.
-
Odolnost vůči vnějším vlivům, jako jsou vlhkost, chemikálie a mechanické namáhání.
Naše uhlíkové desky jsou vyráběny pomocí tepelného vysokotlakého lisování za tepla mají vysoký objemový obsah vláken >65%.
Jako matricový materiál slouží epoxidová pryskyřice.
Uhlíkové desky jsou vyrobeny ze 100% uhlíkových tkanin a mají homogenní, vícesměrné rozložení vláken ve směru 0°45°/90°.
homogenní, vícesměrné rozložení vláken ve směru 0°45°/90°.
Vnější vrstvy jsou vyrobeny z 3K tkaniny v keprové vazbě, jsou hladké a mají typickou viditelnou strukturu uhlíkové tkaniny.
Desky vyrábíme z jedné strany lesklé a z druhé strany matné.
Díky vysokému lisovacímu tlaku během výrobního procesu tyto uhlíkové desky dosahují vynikajících vlastností v oblasti pevnosti v ohybu, torzní stability a rozměrové stability.
Desky mají následující charakteristické hodnoty:
Pevnost v ohybu EN2562: 850 MPa
Modul pružnosti v ohybu EN2562: 60 GPa
Pevnost v tahu ISO 527: 650 MPa
Modul pružnosti v tahu ISO 527: 60 GPa
Součinitel tepelné roztažnosti: 1 E^-06 1/K
Mez pevnosti ve smyku mezi vrstvami EN2563: ~70 MPa
Hustota: 1,56 g/cm³
Hmotnostní podíl vláken: >65%
Teplota skelného přechodu (krátkodobě): 130°C (180°C)
Absorpce vody: < 0,04%
Závěr
Výroba karbonových desek je komplexní proces vyžadující precizní kontrolu materiálů a podmínek výroby. Kombinace 3K twill tkaniny na povrchu a vnitřních UD vrstev v různých směrech umožňuje vytvořit desky s vynikajícími mechanickými vlastnostmi a atraktivním vzhledem. Tyto desky nacházejí uplatnění v širokém spektru průmyslových odvětví, kde je klíčová pevnost, lehkost a odolnost.